【皖北煤電微課堂】軸承裝配工藝
2018-11-20
(皖北煤電微課堂 王明)
為了使軸承正常工作�,使用正確的安裝方法至關(guān)重要。軸承為特定應(yīng)用的選型及安裝和拆卸方法在設(shè)計階段初步確定。安裝過程應(yīng)盡可能在有干凈無塵的空間中進行�,不可以在有灰塵的生產(chǎn)機器上�。
灰塵和碎屑會影響軸承的內(nèi)部游隙和對軸或軸承精確的配合。微小的灰塵可以影響外圈外徑����,甚至?xí)咕o密的配合產(chǎn)生縫隙。這將導(dǎo)致軸承的外圈可以在一個不圓的空間轉(zhuǎn)動��。軸上的灰塵會造成軸與密封元件接觸部位的磨損而導(dǎo)致潤滑油泄漏的結(jié)果���。灰塵混合潤滑油�����,會形成了一個研磨混合物��,導(dǎo)致軸承磨損。
新的軸承不到安裝的時候�����,不要把它原有的包裝拆掉��。新型軸承徹底涂上了化合物防銹涂層�,隔絕了空氣,水分和防銹涂層��。大多數(shù)的軸承制造商使用的涂層是不會輕易消除的�����,因為它幾乎能和所有石油類潤滑油兼容��。當(dāng)使用合成油和合成潤滑脂使�����,保護層化合物必須被清除��。然而��,隨著合成烴類油和油脂的使用�����,復(fù)合涂層沒有必要被清除。軸承是包裹在重型�����,防水的復(fù)合層壓紙�。應(yīng)注意不要讓軸承掉落或緊握軸承。軸承不應(yīng)該暴露在可能導(dǎo)致冷凝的易變的溫度環(huán)境下����。非必要的。指紋可以成為生銹的起點��。軸承裝配有三種基本方法:冷裝配合法��,熱裝配合法�����,液壓裝配法��。
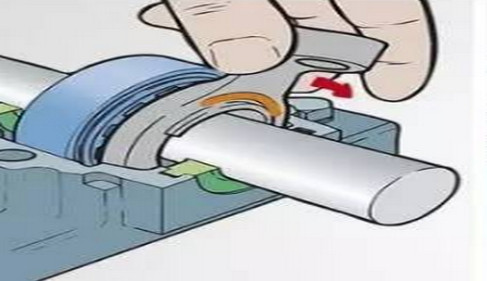
?����。ㄒ唬├溲b配合法
軸承外徑達100mm可用套筒和錘子或重壓進行冷裝��。通常使用一個普通的錘子����。不宜使用帶軟金屬頭的錘子,因為金屬碎屑可能會脫落��,進入軸承��。套筒末端的表面應(yīng)平整��,無毛刺平行�����。緊靠它應(yīng)該與壓裝套環(huán)�。
在裝配或拆卸過程中,軸被裝夾在老虎鉗中����,保護軸不被鉗口的銅片損傷很重要。更換的軸承必須與失效軸承的相同�����。軸承和軸設(shè)計時相互配合,不能做任何改變�����,除非制造了重新設(shè)計的機器��。
如果軸承和軸配合過松����,可出現(xiàn)滑移現(xiàn)象。這將使軸溫過高�,并導(dǎo)致軸承內(nèi)圈與軸頸表面的磨損。如果壓裝配合過緊�����,軸承的內(nèi)圈將被拉伸�,以至于滾子或滾珠沒有空隙旋轉(zhuǎn)自如。
手工扳壓機可用于安裝小型軸承�����。把套筒放置在在軸承與扳壓機��。該端面應(yīng)平整���,無毛刺平滑的套筒���。它應(yīng)當(dāng)被設(shè)計成過盈配合,否則滾子和滾道可以被損壞導(dǎo)致過早失效���。為了方便安裝���,并減少損壞的風(fēng)險,對待裝配的軸上軸承支座應(yīng)輕輕涂抹一層薄油膜�����。
有時有必要對內(nèi)環(huán)一壓裝配合���,因為內(nèi)圈旋轉(zhuǎn)且外圈上如果有一些不平衡負荷��,可能導(dǎo)致外圈蠕滑��。有效的壓緊力必須同時通過在內(nèi)圈與外圈的���,否則會損壞軸承。
如果球面滾子軸承內(nèi)圈旋轉(zhuǎn)是用在有一個不平衡負載的情況下���,可用針穿過過軸承外圈油孔��,防止外圈蠕滑���。有了這項安排一個合適的外圈就沒有必要��。
?。ǘ嵫b配合法
熱裝配合法通過讓待配合的兩個部分獲得不同的溫度進行過盈配合��,從而使裝配更容易的方法��。所需要的溫度差可以方式如下:
1)處理一部份(這是�,一般來說,Z常用的方法)
2)冷卻的一部分
3)同時加熱一部分���,冷卻另一部分
溫度差分法是任何軸承尺寸合適的�,無論是直孔和錐孔�。由于所需設(shè)備的原因,冷裝方法是盡可能用于外徑小于100mm的軸承��。
Z常用的軸承裝配方法是在其中的與一個內(nèi)圈與軸過盈配合安裝����,外圈安裝時帶一條細線使配合變松�����。外徑超過100mm的永久軸承,必須根據(jù)加熱方式��,加熱整個軸承或軸承內(nèi)圈�,使內(nèi)環(huán)容易套入了軸。在可分離軸承的情況下��,只需要加熱內(nèi)圈��。軸承應(yīng)均勻加熱�����,Z高溫度121℃����。加熱軸承方法是:熱油浴,熱板����,感應(yīng)加熱器,烤箱����。密封的軸承不能進行熱油浴����。
熱油浴可能是Z常用的方法�����。無論是石油和容器都應(yīng)干凈�。應(yīng)使用Z低閃點在149℃的淬火油。油浴中油的使用量和軸承體積大小相關(guān)��。用量不足加熱和冷卻速度過快����,從而增大軸承了熱量過盛或加熱不均風(fēng)險。
應(yīng)當(dāng)從底部安裝762mm的網(wǎng)架��。這可以防止軸承與溫度較高的底部直接接觸�����,也使軸承與任何可能在底部污染的影響�����。此外,軸承可以從上面暫停油浴��。
軸承油浴加熱后�����,其內(nèi)圈在安裝前���,應(yīng)使用干凈的無塵布擦拭。
一旦軸承加熱完成���,應(yīng)當(dāng)立即在軸上放置并鎖定到位���。如果裝配中沒有定位的部分,或者如果當(dāng)前不能被安裝���,應(yīng)使用一些安裝工具來抵擋軸肩內(nèi)環(huán)直到內(nèi)圈有充分冷卻就被緊固在軸上��。如果不這樣做��,內(nèi)圈偏離軸肩��。
?��。ㄈ┮簤貉b配法
其實�,這是圓錐孔軸承冷裝配合一個簡化方法��。它是基于擠壓配合表面的油層��,從而大大減少所需的軸向力���。壓力通常附帶一個有10,000磅的Z大壓力手動泵���。
裝配注入的油應(yīng)該采用的大約SAE20或30。它應(yīng)該是干凈�����,不僅是為了保護軸承和支座�,而且避免堵塞油路。
軸承設(shè)計時�����,外徑表面有一條油槽和液壓系統(tǒng)螺母末端饋線����,帶圓錐孔��,以方便地裝配拆卸球面滾子軸承���。
1、裝配前軸承的清洗
熱清洗此法適用于防銹油脂防銹的軸承�。塑料保持架的軸承不能采用此法,以免保持架變形��;出廠前已加入潤滑劑����,也不能熱清洗����,即使冷清洗,也不能讓清洗劑浸入軸承內(nèi)部����。熱清洗的方法有蒸汽沖、熱水淋和熱油泡等��。蒸汽只能用低壓氣��,油要用輕質(zhì)礦物油。三種洗法都要注意�����,不讓軸承超溫(<130°)否則將接近或達到軸承鋼的回火溫度�����,使軸承硬度下降�,壽命縮短。熱清洗冷卻后���,要用汽油或煤油清洗一次���。冷清洗就是用清洗劑在常溫下清洗。清洗劑要根據(jù)防銹劑確定����。對防銹油保護的軸承,宜用汽油或煤油清洗�。對用氣相劑、防銹水和其他水溶性防銹材料保護的軸承�,宜用皂類或其他清洗劑清洗。清洗過的軸承要用壓縮空氣吹干��,然后就可以開始裝配。
2��、軸承向軸上的裝配
裝配前應(yīng)檢查軸頸和軸承孔徑上的尺寸是否符合標(biāo)準(zhǔn)�����。冷裝配時如果軸承孔徑與軸的配合為間隙配合時可采用冷裝����。應(yīng)使用軟金屬銅棒將力均勻地加在帶有公盈配合的軸承套上,軸承與軸套內(nèi)套間的間隙不應(yīng)大于0.05m/n���。熱裝此法一般適用于裝配過盈較大的大中型軸承���。軸承一般在油中加熱�����,加熱時應(yīng)注意將軸承掛在油中或放在網(wǎng)柵(該網(wǎng)柵距槽底50~70mm)上��,不應(yīng)放在槽底上�����。因為容器底部至油面溫度遞減,容器底部直接受熱溫度比其它部位高出許多����。溫度計也要掛在油中,溫度計下端要與軸承下端所處高度基本一致�����,才能準(zhǔn)確反應(yīng)油溫����。加熱前要根據(jù)過盈量確定加熱的終溫,軸承內(nèi)孔受熱膨脹的大小�����。
3���、軸承向箱體上的裝配
軸承外套與軸承座的接觸面應(yīng)達到要求配合的2/3��,即120��。范圍���,并與中心線對稱����。軸承外套與上蓋的接觸面不應(yīng)小于配合面的1/2���,即90°范圍����,并與中心線對稱��。用0.03-0.05m/n塞尺不入即可���,剖分式的箱體���,軸承外套與座及蓋,不應(yīng)有“夾幫”現(xiàn)象��。
4��、軸承安裝后的檢查
?����。?)一般檢查
?��、俎D(zhuǎn)動零件是否與靜止零件相磨擦�;②軸向緊固裝置的安裝是否正確��;③潤滑油是否順利地進入軸承內(nèi)���;④密閉裝置是否可靠�����。
?���。?)安裝精度檢查
?、佥S承內(nèi)圈與軸的相互位置:軸承內(nèi)圈(對推力軸承為緊圈)要貼緊軸肩。檢查方法有漏光法和塞尺測量兩種方法�。漏光法就是把可移動的光源放在一側(cè),對準(zhǔn)內(nèi)圈與軸肩配合處��,人在另一側(cè)觀察����。如果整圈不漏光,則安裝是正確的。如果局部漏光����,且無毛刺及硬性雜物,軸肩也不傾斜����,可用銅棒敲打內(nèi)圈。敲打點與漏光處在軸的一條母線上����,從一端向漏光的一端敲打,慢慢加以校正����,如果整圈漏光,且軸肩倒圓半徑比軸承倒圓半徑小就繼續(xù)加壓��,直至消除漏光�����。如內(nèi)圈與軸肩的圓角之間有縫隙��,應(yīng)把軸承卸下����,消除缺陷后重新安裝。
?��、谳S承外圈與軸承座擋肩的相互位置主要用塞尺檢查��。
(圖文無關(guān))
.png) 快速鏈接:
快速鏈接:
.png "安慶永益機械機械有限公司")

.png "安慶永益機械機械有限公司")


.png) 聯(lián)系我們
聯(lián)系我們
.png) 快速鏈接
快速鏈接
.jpg) 微信公眾號
微信公眾號

.png) 手機客戶端
手機客戶端
