尾軸螺栓損壞的原因及對策
2018-11-21
張云龍
摘 要:實例說明塢期間�����,拆卸艉軸與中間軸鏈接螺栓的過程���,操作要點�,關(guān)鍵數(shù)據(jù)�,以及損壞后的選材��、加工和安裝鏈接螺栓的關(guān)鍵操作��。
0.引言
船舶進塢后,對于需要拆中間軸�����、拉艉軸的船舶����,就必須把艉軸與中間軸鏈接法蘭上的螺栓全部拆出。該螺栓與法蘭孔是“過盈”配合��,俗稱“過盈螺栓”���,又稱“鉸制孔螺栓”����。
根據(jù)業(yè)內(nèi)不完全統(tǒng)計��,在首次拉艉軸作業(yè)的船舶中��,有不少于70%的船舶�,在拆艉軸與中間軸法蘭鏈接螺栓時,會造成螺栓及法蘭孔的損壞。對于部分輕微損傷的�,可在現(xiàn)場做簡單的打磨修復(fù)后,完成Z后的裝配�����;但對于嚴(yán)重損傷的���,螺栓報廢需新做��,法蘭需鏜孔處理�����。這將嚴(yán)重影響船舶修期���,造成大量預(yù)算外開支,給塢修工作帶來極大麻煩�����。
1.拆卸艉軸與中間軸鏈接螺栓案例
某52000T載重噸的散裝船�,國內(nèi)某船廠2012年制造出廠。2017年次塢修��,在塢內(nèi)進行拉艉軸作業(yè),就遇到艉軸與中間軸鏈接螺栓拆不出來的情況��。雖然采用了多種方法���,還是造成了多個螺栓的損壞����,耽誤了一定的船期�。
?����。?)過盈螺栓常規(guī)拆卸法
該輪中間軸軸徑φ420mm���,兩端法蘭直徑φ900mm���,分別與艉軸和主機飛輪相聯(lián)接。螺栓孔直徑為46mm���。每對法蘭配備12個過盈螺栓����,整個軸系配有24個過盈螺栓。
正常情況下����,拆卸該螺栓的方法是由人工使用重錘敲打出來,但該船的鏈接螺栓在長時間��、反復(fù)敲擊后��,均無法拆出�����。
?�。?)過盈螺栓液壓拆卸法
改用專用液壓工具拉螺栓��,圖1所示�。安裝完專業(yè)液壓工具后,逐步加壓��,觀察過盈螺栓是否有向外撥出的跡象��。在正常操作程序情況下����,液壓壓力達到40MPa時��,就能夠把該螺栓拉出����,螺栓和法蘭孔均不會有大的損傷����。艉軸與中間軸鏈接螺栓可重復(fù)使用,在安裝時�,只要一一對應(yīng),原樣安裝即可���。
在正常拉力無法拉出螺栓的情況下,一般是逐步加壓����,Z多加壓到80MPa。如果在80MPa能夠拉出螺栓�,螺栓和法蘭孔一般會受到輕微傷害,經(jīng)過現(xiàn)場簡單修復(fù)后�,還能夠繼續(xù)使用,影響不大����。如圖2所示���,輕微損壞的法蘭孔。
如果繼續(xù)加壓�,Z終是一定能夠拉出艉軸與中間軸的鏈接螺栓。但是����,如在二倍于正常拉力的作用下,還是無法拉出過盈螺栓�,就必需停止液壓作業(yè)。否則將造成巨大的損失�����。

圖1

圖2
2.過盈螺栓損壞的原因
如果采用繼續(xù)加壓方式拉出螺栓�,勢必造成螺栓及法蘭孔的嚴(yán)重損壞。新船次進塢時���,發(fā)生這種情況的幾率是非常高的��?����?赡艽嬖诘脑蚴牵?br />
?���。?)艉軸螺栓材料的加工工藝存在缺陷;
?。?)軸系安裝施工工藝存在缺陷;
?���。?)運行過程中,軸系對中變形的缺陷�;
(4)運行中�,軸系或螺旋槳受到外力的沖擊等等。
以上一種或多種原因共同作用下�,使得軸系運行中受到剪切力和拉伸力的交替作用,在螺栓局部形成交變應(yīng)力�����。在該應(yīng)力的長期作用下����,螺栓和法蘭孔的接觸面����,產(chǎn)生了金屬融著現(xiàn)象�,使螺栓和法蘭孔之間的局部產(chǎn)生粘連���。在拆螺栓時�,就會造成螺栓與法蘭孔的損壞��。俗稱“切肉”現(xiàn)象���,如圖3和圖4所示��。
3.采用“電熔”燒毀螺栓保護法蘭的拆卸法
我輪在螺栓拆卸時加壓到80MPa�����,依然有多只螺栓沒有能夠拉出來�。如果強行拉出該螺栓���,勢必造成螺栓和法蘭孔同時損壞��。螺栓損壞��,可以新做�。但如果法蘭孔被大塊“切肉”,或者貫穿性的損壞����,就需要對法蘭重新鏜孔、精磨�,修復(fù)。再根據(jù)新的法蘭孔尺寸���,適配過盈螺栓�����,這將造成修期和費用的極大損失�。
再者��,由于中間軸本體和法蘭是整體鍛造的大件���,移進車間是一件非常困難的事����。因此一般只能由專業(yè)廠家����,利用新型的回轉(zhuǎn)式自動車床,在現(xiàn)場進行鐺孔處理���。這樣的施工方案����,相當(dāng)費時���,且價格昂貴����。
圖3
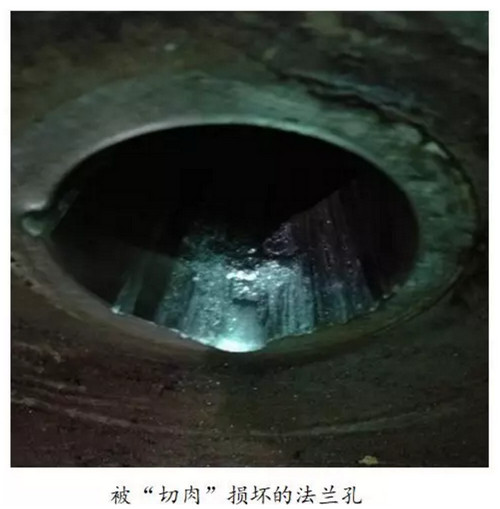
圖4
因此�����,為防止螺栓和法蘭孔雙雙損壞�����,在無法使用常規(guī)拉力拉出螺栓時����,就停止了盲目拉螺栓。
正確的做法是:使用“電熔”法破壞性地把螺栓燒掉����,螺栓在大電流的作用下���,瞬間熔化,而法蘭孔絲毫不傷��,從而起到保護法蘭孔的目的�����。
4.艉軸與中間軸鏈接螺栓的材質(zhì)與加工
采用“電熔”法燒毀螺栓后��,馬上在市場上尋找加工艉軸與中間軸鏈接螺栓的毛坯材料����。該螺栓的毛坯材料由42CrMo合金鋼鍛造而成,需對鍛件進行“調(diào)制”處理��,包括淬火和回火處理�,回火溫度不低于550℃,以達到如下機械性能:抗拉強度為880N/mm2���。布氏硬度255-311HB����。
經(jīng)船級社檢驗合格的毛坯材料����,經(jīng)初加工、精加工�、質(zhì)檢等步驟,做成合格的艉軸螺栓�����,才能安裝使用�����。
過盈螺栓的過盈量一般在1-3絲���。由于艉軸或中間軸這樣的大件加工難道比較高�,在出廠時�����,一般會造成每個法蘭孔的尺寸略有差異����。
為了控制好過盈量�,艉軸螺栓的精加工是根據(jù)具體的每個法蘭孔尺寸��,進行精磨加工的�。也就是說,過盈螺栓和法蘭孔是一一對應(yīng)的��,不能互換��。新配螺栓�,需要精密測量法蘭孔的尺寸,以過盈2絲的標(biāo)準(zhǔn)去加工新的螺栓���,Z終以達到每個螺栓和法蘭孔的配對過盈量在1-3絲的范圍內(nèi)���。
5.艉軸與中間軸鏈接螺栓加工步驟
(1)毛坯材料42CrMo合金鋼鍛在車間�,進行切割斷料,上車床��,初加工����,形成螺栓的初步形狀。
?���。?)初加工成型的螺栓���,上冼床��,加工螺栓頭方塊���,先形成毛坯螺栓����,并多加工幾只�����,存船備用����。
(3)毛坯螺栓再上車床進行精加工��,達到預(yù)定的尺寸����。一般比標(biāo)準(zhǔn)尺寸預(yù)留3-5絲的余量��,以備下一步精磨時有足夠的余量���。
(4)精加工處理后的螺栓���,再上磨床�,對螺栓進行精磨處理�����,確保合理的過盈量�,以及合適的表面光潔度。
經(jīng)過以上步驟��,Z終完成螺栓的精加工��。每個螺栓上都有標(biāo)號�����,和法蘭孔一一對應(yīng)�����,確保有1-3絲的過盈量。見圖5和圖6所示�����。

圖5
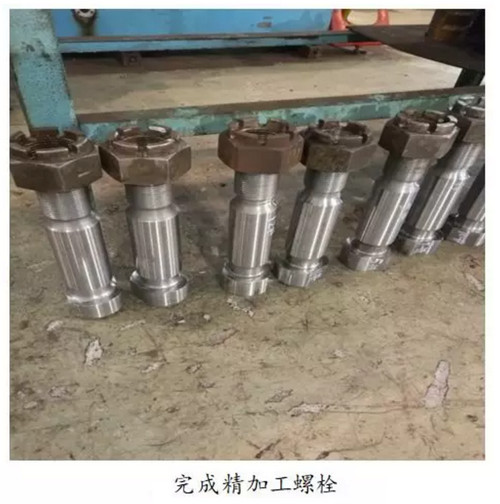
圖6
6.艉軸(中間軸)螺栓Z后安裝
加工好的艉軸與中間軸鏈接螺栓�,在現(xiàn)場安裝前,將螺栓埋入干冰中����,經(jīng)干冰速凍半小時左右��,取出�����,立即進行安裝�����,只需使用小錘�,輕輕敲擊,即可安裝到位�����。如果非常輕松、或難以安裝到位�����,說明螺栓的過盈量可能存在問題��,必需重新進行測量加工��。
經(jīng)歷了一系列曲折的過程��,耽誤二天的船期�,Z終全部完成了本次“艉軸螺栓損壞故障”的處理。
(來源:海機務(wù)之家)
.png) 快速鏈接:
快速鏈接:
.png "安慶永益機械機械有限公司")

.png "安慶永益機械機械有限公司")



.png) 聯(lián)系我們
聯(lián)系我們
.png) 快速鏈接
快速鏈接
.jpg) 微信公眾號
微信公眾號

.png) 手機客戶端
手機客戶端
