一起立磨選粉機(jī)振動(dòng)大的問題處理及分析
2018-11-13
鄂剛
(唐山冀東裝備工程股份有限公司)
湖北省崇陽縣昌化實(shí)業(yè)有限公司生料粉磨采用JLM-40A.4立磨�,立磨選粉機(jī)采用固定導(dǎo)風(fēng)葉片組和籠式轉(zhuǎn)子結(jié)構(gòu)的組合形式�,選粉電動(dòng)機(jī)采用變頻電動(dòng)機(jī)���,調(diào)頻為0~50Hz。2014年10月立磨單機(jī)調(diào)試時(shí)����,選粉機(jī)出現(xiàn)以下癥狀:變頻電動(dòng)機(jī)在10Hz時(shí),整體振動(dòng)較?���。?0Hz時(shí)�����,選粉機(jī)減速機(jī)振動(dòng)明顯增加���;30Hz時(shí),減速機(jī)出現(xiàn)明顯抖動(dòng)���;40Hz時(shí)����,減速機(jī)出現(xiàn)大幅度抖動(dòng),減速機(jī)與主軸部分聯(lián)軸器處出現(xiàn)橢圓形的旋轉(zhuǎn)軌跡���。期間轉(zhuǎn)子未出現(xiàn)明顯剮蹭�,聲音未現(xiàn)明顯異音��。選粉機(jī)不能繼續(xù)試車運(yùn)行����,在錄制了一段現(xiàn)場(chǎng)運(yùn)行視頻后,停止了試車����。
1 問題分析
在對(duì)可能引起選粉機(jī)振動(dòng)的各原因排查分析后,初步認(rèn)為問題應(yīng)該是主軸上軸承(推力調(diào)心輥?zhàn)虞S承)游隙過大��,或者軸承活動(dòng)端未安裝到位���,懸空造成了橢圓形旋轉(zhuǎn)軌跡�。
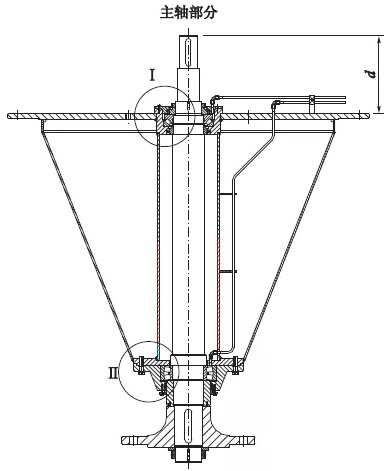
拆卸相關(guān)構(gòu)件�,測(cè)量上軸承座上表面到上軸承內(nèi)圈(活動(dòng)端)上表面距離尺寸a(見圖1),四點(diǎn)測(cè)量結(jié)果均為34mm����,而圖紙表明此數(shù)應(yīng)為37mm��。由此可斷定上軸承內(nèi)圈可能處于懸浮狀態(tài)����,未安裝到位�����。
圖1 立磨選粉機(jī)支承結(jié)構(gòu)
2 問題處理
由于主軸部分已經(jīng)安裝到位��,計(jì)劃投料時(shí)間已經(jīng)臨近����,對(duì)設(shè)備作了現(xiàn)場(chǎng)緊急處理。在下軸承座外凸面加5mm石棉橡膠墊�,這樣下軸承座帶著下軸承和主軸一起下降4mm,使上軸承內(nèi)圈到位�。
實(shí)際處理過程:
將下軸承座和主軸支架的連接螺栓及墊片松6mm,此時(shí)主軸部分聯(lián)軸器端未出現(xiàn)明顯下降�����。用小鐵錘敲打下軸承座和主軸支架結(jié)合面���,主軸部分聯(lián)軸器端出現(xiàn)輕微下降�����;用扁鏟沿結(jié)合面敲打����,主軸部分聯(lián)軸器端出現(xiàn)明顯的下降�����。測(cè)量尺寸a為37mm����。制作5mm的耐熱石棉橡膠墊,上下表面涂抹一層耐熱平面密封膠�,插入下軸承座外凸面和主軸支架結(jié)合面,擰緊螺栓�。復(fù)查軸承座上表面距上軸承內(nèi)圈上表面距離仍為37mm。
再次試車���,選粉機(jī)在0~50Hz�,轉(zhuǎn)動(dòng)平穩(wěn)�����,整體振動(dòng)較小,測(cè)減速機(jī)殼體振動(dòng)均為0.5mm/s左右�����,順利通過單機(jī)試車驗(yàn)收��。后在投料運(yùn)行中�,選粉機(jī)運(yùn)行始終正常。
3 問題的深度解析及處理
對(duì)問題深度分析����,認(rèn)為造成上軸承內(nèi)圈處于懸浮狀態(tài)的具體原因有以下幾點(diǎn):
①主軸部分設(shè)計(jì)存在缺陷����,上軸承內(nèi)圈活動(dòng)量預(yù)留尺寸過小,主軸�、主軸支架等綜合制造誤差過大;
?����、诎惭b過程中上軸承未安裝到位�����,未按照?qǐng)D紙對(duì)a處尺寸核查�����;
?�、圻\(yùn)輸及安裝過程時(shí)�,主軸部分轉(zhuǎn)子端受到較大外力影響,主軸和上軸承內(nèi)圈一起向上移動(dòng)�����,安裝后沒有歸位��。
為杜絕以后此類事件的再次發(fā)生����,從設(shè)計(jì)、組裝及現(xiàn)場(chǎng)安裝指導(dǎo)����,做出了以下相應(yīng)的處理:
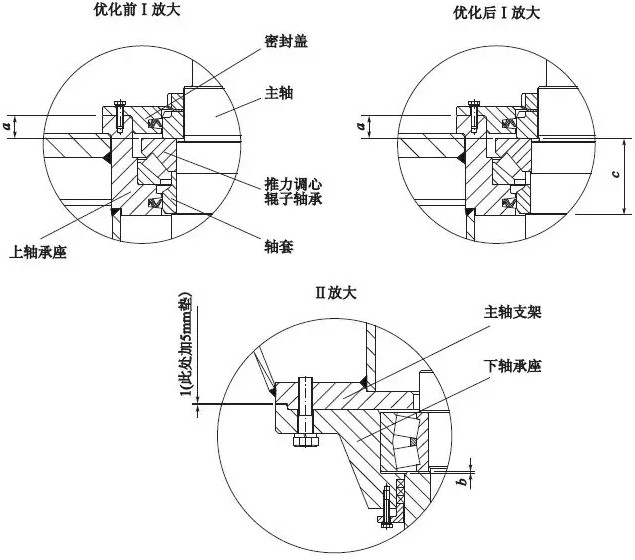
①原設(shè)計(jì)考慮在車間組裝���,上軸承內(nèi)圈軸套����、主軸組裝后穿入主軸軸架,軸套由主軸軸肩定位�����,上軸承靠?jī)?nèi)圈下部小圓端面與軸套端面定位����。但由于推力調(diào)心輥?zhàn)虞S承內(nèi)圈軸向尺寸是軸承廠家自行設(shè)計(jì)確定的,國(guó)內(nèi)外廠家尺寸不都一樣�����,導(dǎo)致每次軸套的尺寸都需要重新校對(duì)�����。當(dāng)多臺(tái)立磨同時(shí)組裝����,根據(jù)用戶要求使用不同廠家軸承時(shí),軸套容易出錯(cuò)���。當(dāng)軸套尺寸偏長(zhǎng)時(shí)�,為保證尺寸a,下部軸承下端面到下軸承座端面的尺寸b就相應(yīng)較少���,如尺寸b完全耗盡,上軸承內(nèi)圈就會(huì)處于懸浮狀態(tài)����。
為避免以上現(xiàn)象發(fā)生,將軸套軸向尺寸減小���,使軸套上端面不與上軸承內(nèi)圈接觸(見優(yōu)化后I)�����。由于推力調(diào)心輥?zhàn)虞S承內(nèi)圈上端面與外圈(固定端)下端面尺寸國(guó)標(biāo)中有明確指定���,所以選不同廠家測(cè)軸承時(shí),推力調(diào)心輥?zhàn)虞S承內(nèi)圈上端面到主軸軸肩處尺寸c可當(dāng)做固定參考值���,車間組裝時(shí)按c尺寸組裝�����。同時(shí)將尺寸b加大到10mm�����,徹底消除累計(jì)誤差的影響���。
主軸部分組裝至密封蓋前�����,測(cè)量a處尺寸37mm���。小于37mm說明上軸承未組裝到位,需檢查原因���、重新組裝�����。如大于37mm較小時(shí)(0~3mm)�����,可事先通知現(xiàn)場(chǎng)組裝人員通過調(diào)整減速機(jī)底座墊片�、主軸部分與出料殼體之間墊片調(diào)整,保證轉(zhuǎn)子頂部與殼體間隙�,保證減速機(jī)與主軸部分之間十字塊聯(lián)軸器的間隙;大于37mm較大時(shí)(3mm以上)���,判定為不合格���,應(yīng)查找原因,重新組裝���。
②主軸部分車間組裝完畢合格后����,標(biāo)出尺寸a、尺寸d(主軸上端面到主軸軸架端面距離)?���,F(xiàn)場(chǎng)組裝前,可先測(cè)量尺寸d���,如尺寸d等于或略小于502mm時(shí)��,可繼續(xù)安裝����;如尺寸d大于502mm時(shí),拆卸密封蓋�����,測(cè)量尺寸a�,處理辦法同上。立磨使用廠家以后在對(duì)主軸檢修后��,也可通過此類步驟檢查校核����。
來源:《水泥》2015年06期
.png) 快速鏈接:
快速鏈接:
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")

.png) 聯(lián)系我們
聯(lián)系我們
.png) 快速鏈接
快速鏈接
.jpg) 微信公眾號(hào)
微信公眾號(hào)

.png) 手機(jī)客戶端
手機(jī)客戶端
