磨削船用曲軸曲柄銷(xiāo)軸頸的主軸支承裝置
2018-01-10
趙德軍等
問(wèn)題的提出
公司采用MK82125普通磨床來(lái)磨削曲軸曲柄銷(xiāo)軸頸���,在實(shí)際生產(chǎn)過(guò)程中,通過(guò)一段時(shí)間的使用�,發(fā)現(xiàn)磨削長(zhǎng)度在3m以?xún)?nèi)、質(zhì)量2t以?xún)?nèi)的曲軸時(shí)����,曲柄銷(xiāo)軸頸的圓柱度及平行度可以滿(mǎn)足產(chǎn)品圖樣要求。磨削長(zhǎng)度大于3m��、質(zhì)量大于2t的曲軸時(shí)��,則無(wú)法滿(mǎn)足要求�����。
經(jīng)過(guò)仔細(xì)研究和分析發(fā)現(xiàn)�,造成上述問(wèn)題的主要原因是由于曲軸質(zhì)量太大、細(xì)長(zhǎng)����,曲軸自身剛度差,存在彎曲變形����、撓度大,磨削過(guò)程中無(wú)法將所有主軸頸中心線(xiàn)調(diào)整保持在同一條中心線(xiàn)上����。由于MK82125普通磨床磨削曲軸曲柄銷(xiāo)軸頸,使用的是一對(duì)分別安裝在磨床床頭箱主軸法蘭盤(pán)上和尾座主軸法蘭盤(pán)上的偏心夾具�,通過(guò)曲軸兩端的主軸頸定位夾緊,依靠偏心夾具保證曲柄銷(xiāo)軸頸中心線(xiàn)與磨床主軸中心線(xiàn)在同一中心線(xiàn)上�����,然后進(jìn)行磨削加工�����。這種磨削方式�����,曲軸主軸頸不需要支承���,僅僅是將中心架支承在將要磨削的曲柄銷(xiāo)軸頸處�����,待該曲柄銷(xiāo)軸頸磨圓后����,再靠人工調(diào)整中心架來(lái)跟進(jìn)調(diào)整支承曲柄銷(xiāo)軸頸進(jìn)行磨削加工至Z終尺寸,如圖1所示�����。
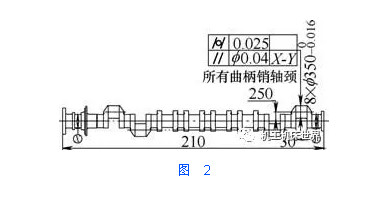
當(dāng)曲軸長(zhǎng)度大于3m��、質(zhì)量大于2t時(shí)(見(jiàn)圖2)�����,由于曲軸自身剛性差���、細(xì)長(zhǎng)�����,曲軸長(zhǎng)度中心處撓度變形Z大并且主軸頸沒(méi)有支承�����,僅靠曲柄銷(xiāo)軸頸中心架無(wú)法將所有主軸頸中心線(xiàn)調(diào)整保持在一條中心線(xiàn)上�,因此實(shí)際加工中就無(wú)法保證曲柄銷(xiāo)軸頸磨削后的圓柱度及平行度要求。為了保證達(dá)到要求�,設(shè)計(jì)了磨削船用曲軸曲柄銷(xiāo)軸頸的主軸支承裝置�����,通過(guò)將該裝置支承在中間主軸頸撓度Z大處���,可以方便快捷的將所有主軸頸中心線(xiàn)調(diào)整在一條中心線(xiàn)上����,徹底解決上述存在的問(wèn)題�。
解決問(wèn)題的方法
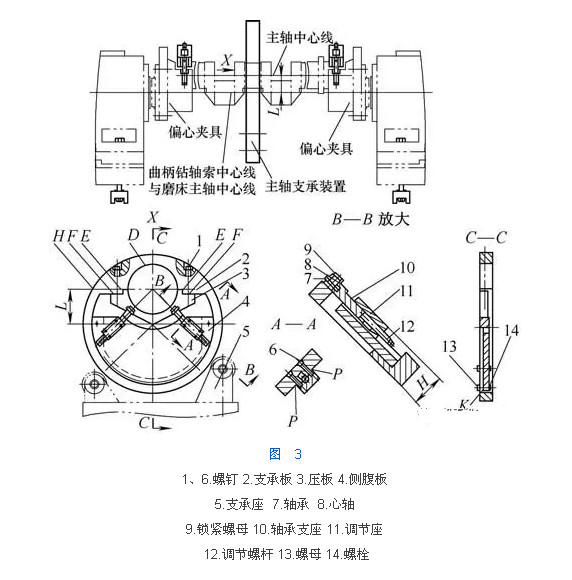
磨削船用曲軸曲柄銷(xiāo)軸頸的主軸支承裝置結(jié)構(gòu),如圖3所示��。該裝置由支承體���、壓板���、側(cè)腹板、支承座���、螺母����、螺釘、螺栓��、調(diào)節(jié)螺桿�、調(diào)節(jié)座、軸承支座����、鎖緊螺母、心軸和軸承等構(gòu)成��。
支承體是一個(gè)中空的圓盤(pán)狀結(jié)構(gòu)�,壓板通過(guò)止口E定位,在定位面F處各加一個(gè)等高墊塊�����,并通過(guò)螺釘1使壓板與支承體固定聯(lián)接在一起�����,然后將半圓孔D加工到設(shè)計(jì)尺寸��,并保證半圓孔D的中心與支承體的中心尺寸等于曲軸偏心距尺寸L����。
側(cè)腹板及其上面裝置的結(jié)構(gòu)原理:側(cè)腹板通過(guò)螺栓����、螺母固定在支承體側(cè)端面K處���。側(cè)腹板外端面處左右對(duì)稱(chēng)位置各加工1個(gè)凹槽P,調(diào)節(jié)座通過(guò)凹槽P定位并通過(guò)螺釘6與側(cè)腹板固定在一起���。軸承支座下端與調(diào)節(jié)座上端通過(guò)定位孔定位��,軸承支座下端端面開(kāi)有一卡環(huán)結(jié)構(gòu)的螺紋孔����,調(diào)節(jié)螺桿通過(guò)調(diào)節(jié)座的螺紋孔��,并旋入軸承支座下端端面處的卡環(huán)結(jié)構(gòu)螺紋孔內(nèi)�����,通過(guò)旋轉(zhuǎn)調(diào)節(jié)螺桿帶動(dòng)軸承支座����,使其實(shí)現(xiàn)上下移動(dòng)���。軸承支座上端通過(guò)心軸將軸承與軸承支座固定在一起,并用鎖緊螺母將心軸與軸承支座鎖緊�。
該裝置使用時(shí),先將壓板��、側(cè)腹板及其上面的裝置一同卸下����,先將支承體穿入曲軸中間的支承主軸頸處,然后將帶有支承體的曲軸裝夾在偏心夾具的定位瓦上定位�,再將曲軸的曲柄銷(xiāo)軸頸位置找正并夾緊。將側(cè)腹板及其上面的裝置一同裝夾在支承體側(cè)端面K處��,松開(kāi)調(diào)節(jié)螺桿���,使軸承支座向下移動(dòng)�����,軸承遠(yuǎn)離曲軸主軸頸�,輕輕夾緊壓板�����,使該裝置與曲軸主軸頸固定在一起,然后再找正該裝置左右位置���,使該裝置中心線(xiàn)在曲軸主軸頸中心線(xiàn)與曲柄銷(xiāo)軸頸中心線(xiàn)所組成的平面內(nèi)��,夾緊壓板���。再調(diào)整支承座的左右兩個(gè)支承輪,使該裝置中心線(xiàn)與磨床主軸中心線(xiàn)在同一中心線(xiàn)上����。開(kāi)始磨削已找正位置的曲柄銷(xiāo)軸頸��,待該曲柄銷(xiāo)軸頸磨圓后�����,再靠人工調(diào)整曲柄銷(xiāo)軸頸處的中心架�,跟進(jìn)調(diào)整進(jìn)行磨削,加工到產(chǎn)品圖樣尺寸����。當(dāng)磨削下一個(gè)曲柄銷(xiāo)軸頸時(shí),先通過(guò)旋轉(zhuǎn)調(diào)節(jié)螺桿帶動(dòng)軸承支座向上移動(dòng)����,使軸承與曲軸主軸頸緊密接觸�����。松開(kāi)壓板�,再松開(kāi)曲軸兩端主軸頸偏心夾具上的夾緊壓板�����,旋轉(zhuǎn)曲軸到下一個(gè)曲柄銷(xiāo)軸頸位置后�����,找正并夾緊曲軸兩端主軸頸偏心夾具的夾緊壓板�����,夾緊曲軸主軸頸�����。同時(shí)夾緊壓板�,松開(kāi)調(diào)節(jié)螺桿,使軸承支座向下移動(dòng)��,軸承與曲軸主軸頸松開(kāi),就可以開(kāi)始磨削曲軸的另一個(gè)曲柄銷(xiāo)軸頸�����。
注意事項(xiàng)
支承體中空的圓盤(pán)狀結(jié)構(gòu)設(shè)計(jì)要合理�����,既要能穿過(guò)曲軸��,又要有足夠的剛性與強(qiáng)度�。支承體的外圓直徑尺寸應(yīng)大于曲軸以曲柄銷(xiāo)軸頸為中心的回轉(zhuǎn)直徑,該裝置的Z大厚度尺寸H應(yīng)小于曲軸主軸頸檔寬尺寸���,半圓孔D的中心與支承體的中心尺寸L公差越小越好,因此設(shè)計(jì)公差小于0.02mm����。支承體的外圓尺寸圓柱度公差越小越好,因此設(shè)計(jì)公差小于0.015mm��。磨削下一個(gè)曲柄銷(xiāo)軸頸時(shí)�����,松開(kāi)(夾緊)壓板時(shí),一定要做到兩側(cè)螺釘均勻松開(kāi)(夾緊)��,以防止該裝置轉(zhuǎn)動(dòng)����。
結(jié)語(yǔ)
通過(guò)使用船用曲軸曲柄銷(xiāo)軸頸的主軸支承裝置后,磨削大型船用曲軸取得了明顯的效果����,解決了由于曲軸自重產(chǎn)生的彎曲變形,導(dǎo)致磨削曲柄銷(xiāo)軸頸圓柱度及平行度超差的問(wèn)題�����,經(jīng)過(guò)兩年多的使用證實(shí)�����,能夠完全滿(mǎn)足產(chǎn)品圖樣要求���。
來(lái)源:《金屬加工(冷加工)》雜志
.png) 快速鏈接:
快速鏈接:
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")


.png) 聯(lián)系我們
聯(lián)系我們
.png) 快速鏈接
快速鏈接
.jpg) 微信公眾號(hào)
微信公眾號(hào)

.png) 手機(jī)客戶(hù)端
手機(jī)客戶(hù)端
